Vermeiden Sie das Ziehen von Falten in der Kunststoffform oder dem Modell während des Vakuumformens
Beim Vakuumformen treten in der Regel Knitterfalten auf, wenn der Luftstrom während des Einziehens des Tischmodells in die thermoplastische Platte nicht ausreichend kontrolliert wird, unabhängig von der Konstruktion oder dem Vakuumformwerkzeug. In diesem Beitrag geben wir einen kurzen und prägnanten Überblick, um das Auftreten dieser Falten zu verhindern oder zu reduzieren.
Es ist wichtig zu verstehen, dass beim Anlegen des Vakuums der Teil der (weichen / geschmolzenen) Platte immer zuerst den Teil mit dem geringsten Widerstand ansaugt. Sie könnten sich vorstellen, dass, wenn Sie ein Tuch statt einer Plastikfolie über das Werkzeug legen, die resultierenden Falten und Knicke die potentiellen Problembereiche identifizieren würden, auf die Sie während des Vakuumformprozesses in Ihrer Plastikfolie stoßen werden.
Typische „Knick“-Probleme beim Vakuumformen
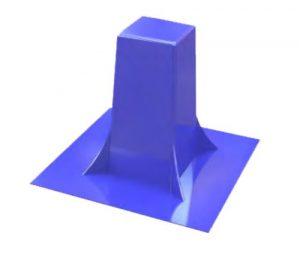 Die Tiefziehform / das Werkzeug ist im Verhältnis zur Grundfläche zu hoch.
Die Tiefziehform / das Werkzeug ist im Verhältnis zur Grundfläche zu hoch.

Zu scharfe Vertikalwinkel mit minimalen Entformungsschrägen.

Tiefe männliche Schimmelpilze, die zu eng beieinander stehen.
Zu viel Material für diese Wanderung. Das kommt oft von einer zu dicken Platte..
Lösung:
Es gibt mehrere mögliche Lösungen für dieses Faltenziehproblem. Beim Betrachten und Testen der folgenden Möglichkeiten hat das Ziehen von Falten während des Vakuumformprozesses eine viel geringere Chance.
Kleinere Plattengröße
Verwenden Sie eine kleinere Plattengröße, damit die Form/das Werkzeug eine größere Dehnung des Kunststoffplattenmaterials bietet.
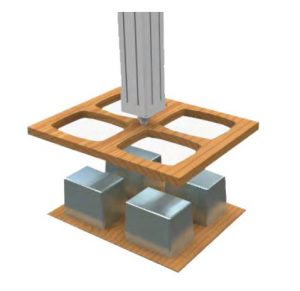
Würfel neben die Form legen
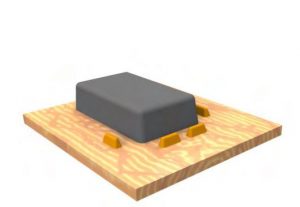
Platzieren Sie abgewinkelte Blöcke auf den Ecken der Form, um das überschüssige Kunststoffmaterial von den Ecken wegzuziehen. Das überschüssige Kunststoffmaterial fällt dann sauber über die Blöcke, was zu einer geringeren Materialansammlung an den Ecken der Form führt. Eine einfachere Lösung kann auch sein, einen Ring um die gesamte Form zu legen. Wichtig ist die Höhe des Rings, der oft etwa 25 – 35% Höhe im Vergleich zur Höhe der Form hat.
Zusatzrahmen im Spannrahmen

Befestigen Sie Drähte oder Stahlklingen am Spannrahmen. Dies verhindert/begrenzt die Bewegung des Kunststoffs beim Hochziehen der Form. Dies hält die Kunststoffplatte oft ohne Verformung an der richtigen Stelle.
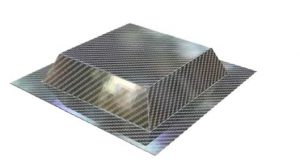
Fügen Sie der Form einen Radius hinzu:
Fügen Sie der Vorrichtung Ziehwinkel/Radiuswinkel hinzu, damit das Material über das Werkzeug, die Vorrichtung oder das Muster fließen kann.
Arbeiten Sie mit einem zusätzlichen Rahmen:
Ein an der Steckhilfe befestigter Rahmen, der herunterfährt, wenn der Tisch mit der Vorrichtung angehoben wird. Dies hilft, das Material zwischen den Formen zu drücken und Faltenbildung zu reduzieren. bei den kleineren Tiefziehmaschinen, die keine Steckhilfe haben, kann es funktionieren, einen solchen Rahmen mit der Kunststoffplatte in den Spannrahmen einzuspannen.
Negatives oder positives Mal

Versuchen Sie, eine weibliche (negative) Form anstelle einer männlichen (positiven) Form zu verwenden, wenn zwischen den Formen viele Falten vorhanden sind.
Vakuumkraft reduzieren

Reduzieren Sie die Vakuumkraft oder reduzieren Sie die Vakuumgeschwindigkeit, wenn Sie den Kunststoff in/um die Form saugen, um die Wahrscheinlichkeit von Falten zu verringern.
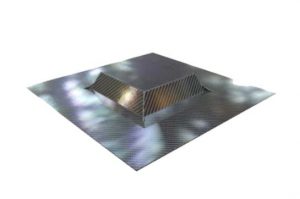
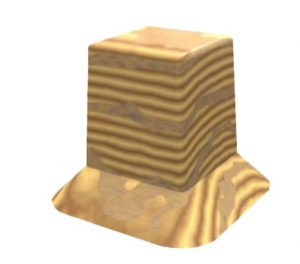
Erhöhen Sie die Formhöhe
Indem Sie die Form anheben und eine 45-Grad-Schürze am Boden der Form anbringen, entfernen Sie überschüssiges Material. Dieser wird großflächig aus der Form herausgezogen.
